Table of Contents
HUXLEY

Rahmen: https://reprappro.com/documentation/huxley/
Controller (Melzi): http://reprap.org/wiki/Melzi
RepRap Wiki: The incomplete RepRap Prusa Mendel beginner's guide
Melzi Bluetooth Umbau
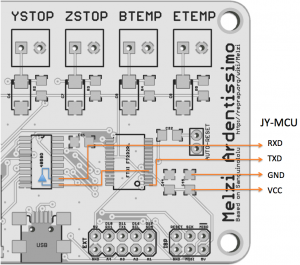
Um die USB-Verbindung zwischen Melzi und dem PC zu beseitigen, kann man Bluetooth verwenden. Auf dem Markt ist ein billiges Modul namens „JY-MCU“ (Anbieter Shenzhen Jiayuan Electronic Co., Ltd.) Erhältlich.


Setup anpassen
Bevor das Modul verwendet werden kann, muss die Standardeinstellung geändert werden. Verbinden Sie das Modul vom PC über die USB ↔ RS232-Schnittstelle (RxD / TxD) mit den Standardeinstellungen (9600, N, 8, 1). Das Modul sollte zu diesem Zeitpunkt nicht gekoppelt werden. Wenden Sie mit einem Terminalprogramm die folgenden AT-Befehle an:
AT OK AT+BAUD8 OK115200BAUD (set baud rate for Melzi) AT+NAMEHUXLEY OKsetname (optional set name, default: linvor) AT+PIN0000 OKsetPIN (optional set pin, default: 1234)
Weitere Details zur Konfiguration findest du hier [1]
Verdrahtung
Bei Melzi übernimmt einer der nicht verwendeten Puffer des gelöteten IC 4050D die obligatorische Pegelanpassung (5 V → 3,3 V). Insgesamt müssen nur 5 Drähte gelötet werden. Beachten Sie, dass die TXD-Ausgänge parallel geschaltet sind, was nicht empfohlen wird. Auf Arduino-Karten ist der serielle Chip aus diesem Grund über 1 kOhm-Widerstände mit dem Haupt-IC verbunden. Dies ist im Melzi-Board-Design nicht vorhanden.
Verbindung über Bluetooth
Sobald Sie Ihre BT-Geräte eingerichtet haben, können Sie sie koppeln, aus der Dropdown-Liste auswählen und Ihren RepRap wie gewohnt steuern.
Extrusion Ventilator
Zum Drucken von Brücken ist ein Extrusionsventilator obligatorisch. Alle rahmenbasierten Lösungen kühlten das Filament nicht in allen Dimensionen. Je nach Objekt ist das Ergebnis nicht wie erwartet. Dafür habe ich auf einen auf X-Carriage montierten Radialventilator umgestellt. Die Lösung wird hier beschrieben Thingiverse.

Radialventilator: Y.S.TECH BD125015MB 12V/0.125A
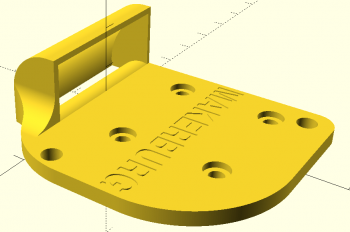
Melzi PCB Halter
Um den Druckbereich (Z-Maß) zu erweitern, habe ich die Leiterplatte oben positioniert. Der Original Leiterplattenhalter (4 Stück) wurde wiederverwendet. Die Platine ist auf einem 1,5 mm dicken lasergeschnitten Platte montiert: Kraftplex.


Melzi LCD Controller
Siehe LCD Controller.
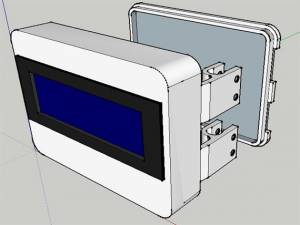
I2C -> LCD converter (LMC1602)
Setup Druckbett
| Item | X | Y | Z | Unit |
|---|---|---|---|---|
| max values | 143 | 144 | 45 | mm |
| bed size | 140 | 140 | - | mm |
| print area | 100 | 100 | 45 | mm |
| offset bed | 3 | 4 | 0 | mm |
| offset print area | 23 | 24 | 0 | mm |
CURA Setup
Init file:
- huxley.ini
[profile] layer_height = 0.1 wall_thickness = 0.9 retraction_enable = True solid_layer_thickness = 0.6 fill_density = 20 print_speed = 50 print_temperature = 200 print_temperature2 = 0 print_temperature3 = 0 print_temperature4 = 0 print_temperature5 = 0 print_bed_temperature = 70 support = None platform_adhesion = None support_dual_extrusion = Both wipe_tower = False wipe_tower_volume = 15 ooze_shield = False filament_diameter = 1.75 filament_diameter2 = 0 filament_diameter3 = 0 filament_diameter4 = 0 filament_diameter5 = 0 filament_flow = 100.0 nozzle_size = 0.3 retraction_speed = 40.0 retraction_amount = 4.5 retraction_dual_amount = 16.5 retraction_min_travel = 1.5 retraction_combing = All retraction_minimal_extrusion = 0.02 retraction_hop = 0.0 bottom_thickness = 0.2 layer0_width_factor = 100 object_sink = 0.0 overlap_dual = 0.15 travel_speed = 150.0 bottom_layer_speed = 20 infill_speed = 80 solidarea_speed = 15 inset0_speed = 30 insetx_speed = 60 cool_min_layer_time = 5 fan_enabled = True skirt_line_count = 1 skirt_gap = 3.0 skirt_minimal_length = 150.0 fan_full_height = 0.5 fan_speed = 100 fan_speed_max = 100 cool_min_feedrate = 10 cool_head_lift = False solid_top = True solid_bottom = True fill_overlap = 15 perimeter_before_infill = False support_type = Lines support_angle = 60 support_fill_rate = 15 support_xy_distance = 0.7 support_z_distance = 0.15 spiralize = False simple_mode = False brim_line_count = 20 raft_margin = 5.0 raft_line_spacing = 3.0 raft_base_thickness = 0.3 raft_base_linewidth = 1.0 raft_interface_thickness = 0.27 raft_interface_linewidth = 0.4 raft_airgap_all = 0.0 raft_airgap = 0.22 raft_surface_layers = 2 raft_surface_thickness = 0.27 raft_surface_linewidth = 0.4 fix_horrible_union_all_type_a = True fix_horrible_union_all_type_b = False fix_horrible_use_open_bits = False fix_horrible_extensive_stitching = False plugin_config = (lp1 (dp2 S'params' p3 (dp4 S'xshift' p5 V23.0 p6 sS'zshift' p7 V0.0 p8 sS'yshift' p9 V24.0 p10 ssS'filename' p11 S'XYZshift.py' p12 sa. object_center_x = -1 object_center_y = -1 [alterations] start.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M109 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end.gcode = ;End GCode M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start2.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end2.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start3.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end3.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start4.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T2 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T3 ;Switch to the 4th extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end4.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M104 T3 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} support_start.gcode = support_end.gcode = cool_start.gcode = cool_end.gcode = replace.csv = preswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added before the T(n) postswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added after the T(n)